
Китайский дисковый тройник с раструбом
Когда говорят про китайский дисковый тройник с раструбом, многие сразу думают о цене. Да, стоимость часто ниже, но если копнуть глубже, всё упирается в две вещи: качество литья и соответствие реальным нагрузкам. Я много раз видел, как люди покупали 'похожие' фитинги, а потом разбирались с протечками на ответственных участках. Самый частый косяк — несоответствие толщины стенки диска заявленным параметрам, особенно в точках перехода. Это не всегда видно на глаз, пока не начнёшь монтировать под давлением.
От спецификации до реальной партии
В теории всё просто: есть ГОСТ, ТУ, чертёж. На практике у китайских производителей может быть огромный разброс даже внутри одной партии. Берёшь, допустим, тройник ДУ100 — внешне вроде нормально, раструбы ровные. Но когда начинаешь замерять толщину диска (та самая перегородка, которая направляет поток), оказывается, что в центре она на 1.5-2 мм тоньше, чем по краям. Для систем с перепадами давления это критично. Со временем в этом месте может пойти трещина.
Почему так происходит? Часто из-за экономии материала или неотлаженной технологии охлаждения отливки. Хороший производитель контролирует этот процесс строго, потому что знает: диск — это рабочая часть, а не просто перемычка. У нас был случай, когда для одного проекта в логистическом парке пришлось спешно менять партию тройников как раз из-за некондиции по толщине диска. Поставили те, что были — через полгода пошла течь.
Кстати, о материалах. Встречал мнение, что весь ковкий чугун из Китая — условно одинаковый. Это заблуждение. Состав сплава, особенно содержание магния и графита, влияет на гибкость и устойчивость к гидроударам. Дисковый тройник испытывает не только статическое давление, но и вибрацию. Если чугун слишком 'жёсткий', он становится хрупким. Нужен баланс.
Раструб: геометрия, которая всё решает
Вторая больная тема — сам раструб. Казалось бы, стандартный элемент. Но именно здесь кроется большинство проблем с монтажом. Геометрия раструба должна обеспечивать не только герметичность при зачеканке, но и правильное распределение напряжения. Если угол наклона внутренней полости слишком крутой или, наоборот, пологий, уплотнительное кольцо или кабалка ложится неравномерно.
На что смотрю в первую очередь при приёмке? На внутреннюю поверхность раструба. Не должно быть раковин, грубых следов литья. Но главное — фаска. Она должна быть чёткой и идти под правильным углом. Без неё монтажник будет мучиться, пытаясь вставить трубу, и может повредить уплотнение. Видел тройники, где эту фаску просто 'забыли' сделать достаточно глубокой. В полевых условиях это приводит к увеличению времени монтажа на 30-40%.
Ещё один нюанс — расстояние от края раструба до диска. Оно должно быть достаточным для качественной заделки стыка. Иногда, в погоне за компактностью габаритов, производители его уменьшают. В итоге монтажнику негде развернуться с инструментом, герметизация получается некачественной. Это типичный пример, когда конструкторское решение вредит практическому применению.
Опыт поставок и работа с конкретным поставщиком
Работая с трубной арматурой, постепенно находишь тех, кому можно доверять. Например, через сайт ООО Баотоу Синцин Материалы (zhutiedaquan.ru) мы несколько лет назад начали закупать фитинги для крупного объекта. Компания Baotou Xingqing Materials Co., Ltd, базирующаяся в Баотоу, позиционирует себя как крупный поставщик фитингов из ковкого чугуна. Что могу сказать по факту? Их дисковые тройники, в целом, стабильны по качеству.
Но и здесь без сюрпризов не обошлось. В одной из первых партий, которую мы получили, часть тройников имела незначительную, но заметную разницу в глубине раструбов на ответвлении и на прямом ходе. Это не было критичным для всех систем, но для проекта с высокими требованиями к гидравлическому сопротивлению пришлось делать дополнительную сортировку. Мы связались с их техотделом, предоставили фото и замеры. Реакция была адекватной — признали брак, заменили. Это важный момент: готовность поставщика работать с претензиями часто важнее, чем заявленные в каталоге идеальные параметры.
Сейчас, когда мы заказываем у них дисковые тройники, мы всегда отдельным пунктом в спецификации указываем требование по выборочному контролю толщины диска ультразвуком и проверке геометрии раструба шаблоном. Они идут навстречу и предоставляют протоколы. Это тот самый случай, когда диалог с производителем помогает поднять качество конкретно под ваши нужды, а не надеяться на абстрактное 'соответствие стандарту'.
Монтажные тонкости, о которых не пишут в инструкциях
В теории монтаж раструбного тройника — дело нехитрое. На практике есть десяток мелочей. Например, ориентация диска. При монтаже ответвления важно, чтобы плоскость диска была строго перпендикулярна направлению основного потока. Если его перекосило даже на несколько градусов при заделке стыка, это создаёт турбулентность и дополнительную нагрузку. Проверяем всегда уровнем.
Ещё момент — подготовка раструба перед монтажом. Обязательно нужно очистить его от песка и возможных заусенцев. У некоторых китайских фитингов внутри раструба бывает мелкий литейный наплыв. Его легко снять шабером, но если пропустить — он помешает уплотнителю сесть ровно. Мы после одного неприятного случая (протечка на сварном стыке рядом с тройником) ввели обязательную проверку и зачистку всех раструбов перед началом работ.
И, конечно, температурное расширение. Ковкий чугун, хоть и пластичнее серого, но 'гуляет' при перепадах. При проектировании узла с дисковым тройником нужно заранее предусмотреть возможность небольшого смещения. Особенно это актуально для надземных прокладок. Был опыт, когда жёсткая фиксация всех отводов от тройника привела к тому, что через два сезона на раструбе основной ветки появилась напряжённая трещина. Пришлось переделывать узел, добавив компенсатор.
Выбор и перспективы: стоит ли гнаться за экзотикой?
Сейчас на рынке появляются различные покрытия и модификации — оцинковка, эпоксидное покрытие. Для дискового тройника с раструбом это имеет смысл только в случае специфической среды (агрессивные стоки, например). Для обычных водопроводных или канализационных сетей дополнительное покрытие внутри — часто маркетинг. Важнее качество базового литья. Иногда это покрытие, нанесённое некачественно, даже мешает, отслаиваясь и засоряя сеть.
Основной тренд, который я наблюдаю, — это не в новизне, а в ужесточении контроля. Хороший китайский производитель сегодня не стесняется предоставлять реальные протоколы испытаний на давление и ударную вязкость именно для партии, а не 'для сертификата'. Это и есть главный критерий выбора. Смотрю не на красивые картинки в каталоге ООО Баотоу Синцин Материалы, а на документы к конкретному грузу.
В итоге, китайский дисковый тройник — это абсолютно рабочая история, если подходить к выбору без иллюзий. Не как к расходнику, а как к ответственному узлу. Требуй контрольные замеры, обращай внимание на геометрию раструба и толщину диска, учитывай монтажные нюансы. Тогда и проблем будет меньше, и система проработает долго. А цена в этом случае действительно станет преимуществом, а не скрытой головной болью.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Резиновое кольцо
Резиновое кольцо -
 Индивидуальный заказ люков из серого чугуна с шариками
Индивидуальный заказ люков из серого чугуна с шариками -
 Переход с разными диаметрами
Переход с разными диаметрами -
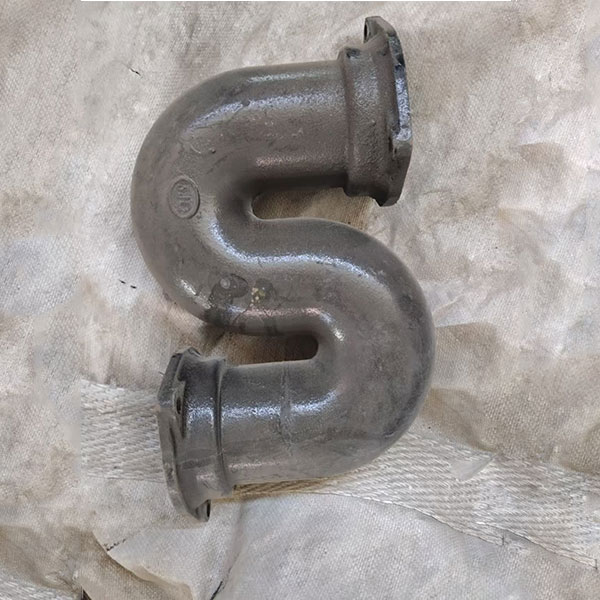 Поворот S-образный
Поворот S-образный -
 Четырехсторонний фитинг типа TY
Четырехсторонний фитинг типа TY -
 Люк для чистки
Люк для чистки -
 S-образное колено
S-образное колено -
 Тройник с тремя тарелками
Тройник с тремя тарелками -
 Двойной переход с тарелкой
Двойной переход с тарелкой -
 Четырехсторонний фитинг с четырьмя тарелками
Четырехсторонний фитинг с четырьмя тарелками -
 Заглушка
Заглушка -
 Инспекционные отверстия
Инспекционные отверстия
Связанный поиск
Связанный поиск- Отличные дренажные трубы
- Превосходное контрольное отверстие
- Оптовая продажа косой тройник 100x100
- Основные покупатели раструбных дисковых колен
- Чугунные канализационные трубы с гибким соединением на хомутах
- Ведущие винты
- изгиб OEMS
- Водопроводная труба 6 м
- Купить 110 мм дренажная труба
- Отличные фланцы для труб



