
Крестовина двураструбная двухфланцевая
Вот смотришь на спецификацию — крестовина двураструбная двухфланцевая, казалось бы, всё ясно: чугун, раструбы под уплотнительные кольца, фланцы под болтовое соединение. Но именно эта, казалось бы, стандартная деталь в сетях водоснабжения или пожаротушения частенько становится источником проблем, если подойти к ней чисто по каталогу. Многие думают, главное — соответствие ГОСТу, а остальное — дело техники. На практике же, разница между ?просто соответствовать? и ?работать без проблем лет двадцать? кроется в мелочах, которые в тех же каталогах не всегда выделяют жирным шрифтом. Скажем, качество фаски внутри раструба для резинового манжета или точность расположения фланцевых отверстий относительно оси — это как раз то, на чем спотыкаются при срочном монтаже ?в полевых условиях?.
Конструктивные нюансы, которые решают всё
Берём классическую крестовину двураструбную двухфланцевую. Основное заблуждение — считать, что все четыре выхода идентичны по своим монтажным свойствам. На деле, при проектировании узла, важно учитывать направление потока и возможные нагрузки на ответвления. Осевые линии раструбных и фланцевых патрубков должны быть строго перпендикулярны, иначе при сборке возникнет напряжение, которое уплотнительное кольцо в раструбе может не компенсировать, будет течь. Сам видел, как на объекте под Баотоу бригада час мучилась, пытаясь собрать линию, пока не обнаружили, что фланец на одном из отводов ?смотрит? с отклонением в пару градусов — брак литья.
Именно поэтому я всегда обращаю внимание не только на маркировку, но и на производителя. Нужен поставщик, который контролирует геометрию на всех этапах. Вот, например, ООО Баотоу Синцин Материалы (их сайт — zhutiedaquan.ru) — они как раз из региона, где сосредоточено серьёзное литейное производство. В их позиционировании видно понимание этих проблем: крупный поставщик труб и фитингов из ковкого чугуна, работающий с 2009 года. Для них не просто ?продать крестовину?, а обеспечить её работоспособность в системе. Это чувствуется, когда работаешь с их продукцией — меньше доводки напильником на месте.
Ещё один момент — толщина стенки в зоне перехода от раструба к фланцу. Это критическое место с точки зрения напряжения. В дешёвых вариантах там бывает неоднородность, которая при гидроударе или сезонных подвижках грунта может дать трещину. Хорошая двухфланцевая крестовина имеет плавное утолщение в этой зоне, что видно невооружённым глазом. Это не по ГОСТу прописано, это вопрос технологии и контроля на заводе.
Опыт монтажа: где кроются подводные камни
В теории монтаж прост: состыковал раструбы с уплотнениями, стянул фланцы болтами. На практике, особенно при замене участка в существующей сети, постоянно сталкиваешься с несоосностью. Старые трубы могли просесть, и новая крестовина, идеальная геометрически, становится ?заложником? ситуации. Тут как раз выручает комбинированная конструкция — раструбы дают некоторую угловую подвижность (до 3-5 градусов обычно), а фланцы позволяют жёстко зафиксировать узел после предварительной сборки и выверки.
Ошибка, которую часто допускают — сначала намертво затягивают фланцевые соединения, а потом пытаются вогнать трубы в раструбы. Так делать нельзя. Правильная последовательность: собрать раструбные соединения на всех патрубках, дать узлу ?улечься? под собственным весом, и только потом, без лишнего напряжения, стягивать фланцы, соблюдая порядок затяжки болтов крест-накрест. Иначе резиновые манжеты в раструбах перекашиваются, и через полгода-год в этом месте гарантированно появится протечка.
Работая с продукцией от ООО Баотоу Синцин Материалы, обратил внимание на хорошую подготовку поверхностей под резиновые уплотнения. На их фитингах внутри раструба чёткая, аккуратная фаска, без заусенцев и раковин. Это мелочь, но она экономит время монтажникам — не нужно зачищать соединение перед установкой манжеты, снижается риск её повреждения. Для компании, основанной в логистическом парке Синьмэн в Баотоу и занимающейся оптом и розницей, такой attention to detail говорит о налаженных процессах контроля.
Выбор материала: ковкий чугун и почему это не просто слова
Все пишут ?ковкий чугун?, но не все понимают, что это даёт для крестовины двураструбной. Основное преимущество — пластичность и стойкость к вибрациям. В отличие от серого чугуна, который хрупок, ковкий лучше переносит нагрузки на изгиб и растяжение, которые неизбежно возникают в узловых соединениях. Особенно это важно для подземных коммуникаций, где возможны подвижки грунта.
Но и здесь есть нюанс. Качество отжига при производстве ковкого чугуна — ключевой фактор. Недоотожжённая деталь будет иметь остаточную хрупкость. Проверить это ?в поле? можно, увы, только косвенно — по наличию сертификатов от производителя и репутации поставщика. Когда видишь, что компания, как та же Baotou Xingqing Materials Co., Ltd., работает на рынке с 2009 года и является крупным поставщиком, это косвенно указывает на стабильность качества сырья и процессов. С ними меньше шансов нарваться на партию с внутренними напряжениями в металле.
Ещё один практический момент — покрытие. Стандартно — это цинковое покрытие методом горячего цинкования. Нужно смотреть, чтобы оно было равномерным, особенно в пазах раструбов и на фланцевой поверхности. Сколы при транспортировке — обычное дело, но если скол глубокий и пошёл ?до мяса?, это очаг коррозии. Хорошие поставщики упаковывают фасонные детали, особенно такие сложные, как двухфланцевая крестовина, в отдельную стрейч-плёнку с прокладками.
Случай из практики: когда теория столкнулась с реальностью
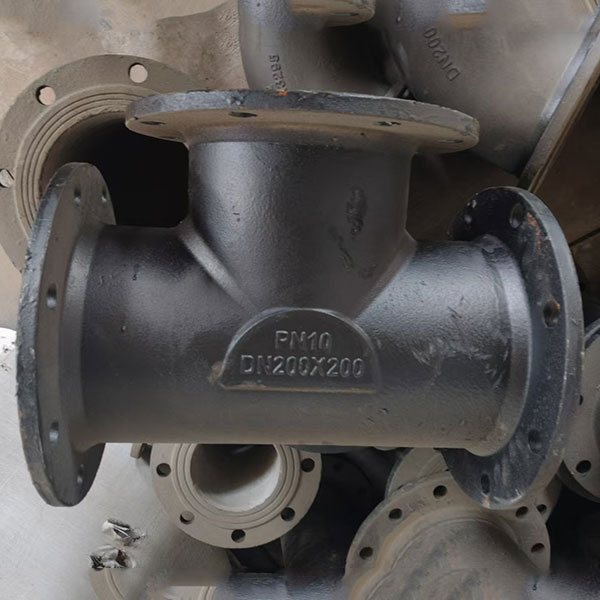
Был у нас проект — реконструкция узла ввода в здание. Стояла старая чугунная крестовина, но фланцевого типа. Решили заменить на современную крестовину двураструбную двухфланцевую, чтобы упростить монтаж и улучшить герметичность. Взяли, как тогда казалось, качественное изделие. Все размеры по чертежу.
При сборке возникла проблема: расстояние между фланцами на двух противоположных патрубках оказалось на 2-3 мм меньше проектного. Не критично, но из-за этого не становились на место болты, которые должны были соединять узел с существующей задвижкой. Пришлось в экстренном порядке искать переходные шпильки и тонкие прокладки. Потом, при разборе ситуации, выяснилось, что при формовке литейной оснастки не учли усадку металла именно в этой конфигурации. Производитель, вроде, не кустарный, но явно сэкономил на инженерных расчётах для конкретной модели.
После этого случая мы стали более придирчиво подходить к выбору. Теперь одним из критериев является наличие у поставщика не просто каталога, а технической поддержки, готовой ответить на вопросы по конкретным типоразмерам. На сайте zhutiedaquan.ru от ООО Баотоу Синцин Материалы, к примеру, видно, что они позиционируют себя как серьёзного игрока, и, судя по ассортименту, у них должны быть грамотные технолог, которые могут дать комментарий по материалу и геометрии. Это важно.
Итоговые соображения: на что смотреть в первую очередь
Итак, резюмируя свой опыт. Выбирая крестовину двураструбную двухфланцевую, нельзя слепо доверять чертежу. Нужно, во-первых, оценить физический образец (или хотя бы фото высокого разрешения) на предмет качества литья: облоя, раковин, особенно в критических зонах перехода. Во-вторых, понять, кто производитель и как давно поставщик с ним работает. Стабильность — залог того, что следующая партия будет такого же качества.
В-третьих, обязательно учитывать условия будущей эксплуатации. Для наземного монтажа в отапливаемом помещении требования одни, для бесканальной прокладки в грунте — другие, с упором на коррозионную стойкость покрытия и механическую прочность. Комбинированная конструкция хороша именно своей универсальностью, но это не значит, что можно брать первую попавшуюся.
И главное — не жалеть времени на планирование монтажного узла с этой крестовиной. Лучше потратить лишний час на расчёты и проверку комплектующих на месте, чем потом, в уже засыпанном траншеей котловане, заниматься подгонкой и рихтовкой. Хорошая фасонная деталь, такая как эта крестовина, должна не создавать проблем, а решать их, становясь надёжным и незаметным элементом системы на долгие годы. И именно к такому результату, по моим наблюдениям, ведёт работа с проверенными поставщиками, которые сами разбираются в продукте, а не просто перепродают его с наценкой.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Двойной дренажный тройник с соединением вставкой
Двойной дренажный тройник с соединением вставкой -
 Канализационный слив
Канализационный слив -
 Водосточная воронка Red Star
Водосточная воронка Red Star -
 Дренажная труба типа А
Дренажная труба типа А -
 Короткая трубка катушки-вставки
Короткая трубка катушки-вставки -
 Четырехсторонний фитинг типа Y
Четырехсторонний фитинг типа Y -
 Двойное колено
Двойное колено -
 Тройник с полным соединением
Тройник с полным соединением -
 Колено с соединением вставкой
Колено с соединением вставкой -
 Резиновое кольцо
Резиновое кольцо -
 Тройник с полной пластиной
Тройник с полной пластиной -
 Индивидуальный заказ люков из серого чугуна с шариками
Индивидуальный заказ люков из серого чугуна с шариками



