
Односторонний фланцевый отвод
Вот скажу сразу — многие думают, что односторонний фланцевый отвод это просто кусок трубы под углом с фланцем на одном конце. Если бы. На практике разница между ?просто отводом? и тем, что действительно работает под давлением в системе, часто кроется в деталях, которые в каталогах не пишут. У нас в монтаже это всегда была головная боль, особенно когда привозили партию, где на вид всё ровно, а при стыковке — зазор, или болты входят с перекосом. И начинается: это отвод кривой, это фланец некондиционный? А часто виновата как раз нестыковка в самом проекте — где-то заложили стандартный, а нужен был именно смещённый для компенсации. Сейчас попробую разложить по полочкам, как я это вижу после десятков объектов.
Конструкция и подводные камни
Основная фишка одностороннего фланцевого отвода — это возможность быстрого монтажа и демонтажа участка линии со стороны фланца, в то время как другой торец приваривается. Казалось бы, гениально и просто. Но вот первый нюанс — угол. Чаще всего идут 45 и 90 градусов, но я сталкивался с заказами и на 30, и на 60. И если с 90 всё более-менее предсказуемо по нагрузкам, то острые углы — это отдельная история с расчётом напряжения на сварном шве. Мы как-то на ТЭЦ ставили отводы на 45 градусов для обводной линии, так расчётное давление было 16 атмосфер, а по факту после гидроиспытаний на стыке с фланцем пошли микротрещины. Пришлось снимать, усиливать шейку. Оказалось, производитель, экономя металл, сделал радиус гиба меньше нормы, и возникла точка повышенного напряжения.
Второй момент — материал фланца и отвода. Они должны быть совместимы не только по марке стали, но и по термообработке, если среда горячая. У нас был случай с паропроводом, где отвод был из 20ГЛ, а фланец — из Ст25. Вроде близко, но при циклическом нагреве до 300°C в зоне сварки пошла усталостная коррозия. Через полгода эксплуатации дали течь по периметру фланца. Пришлось менять весь узел на цельногнутый отвод с приваренным фланцем из одного материала. С тех пор всегда требую сертификаты с полной расшифровкой химии и механических свойств на обе детали.
И третий, самый частый косяк — геометрия посадочной поверхности фланца. ГОСТ, конечно, прописывает и отклонения, и шероховатость. Но когда берёшь в руки изделие, бывает, что поверхность будто обработана чем-то абразивным, есть мелкие задиры. Это смерть для прокладки, особенно если среда агрессивная. Мы однажды на химическом заводе в Перми ставили отводы для щелочной линии. Фланцы были вроде по ГОСТ 12820, но притирка показала неравномерный контакт. Пришлось вручную доводить каждое соединение пастой ГОИ. Потеряли два дня. Теперь наш техотдел всегда включает в ТУ пункт о контроле поверхности фланца по Ra не более 2.5 мкм.
Выбор поставщика и реальный опыт
Здесь история всегда упирается в два полюса: цена и надёжность. Дешёвые отводы, особенно из регионов, где контроль слабее, часто грешат несоосностью отверстий под болты относительно центра. Казалось бы, мелочь — просверлили на пару миллиметров смещённо. Но когда собираешь магистраль из десятков таких узлов, эта погрешность накапливается, и последний фланец в линии может не встать вообще. Был у меня такой печальный опыт на строительстве водовода, где сэкономили на фитингах. В итоге пришлось разбирать половину нитки и заказывать новые отводы уже у проверенного поставщика.
Среди тех, кто более-менее стабильно поставляет на наш рынок, часто всплывает название ООО Баотоу Синцин Материалы. С ними я лично не работал, но коллеги по цеху упоминали. Говорят, у них большой складской запас именно фитингов из ковкого чугуна, в том числе и фланцевых отводов. Их сайт — zhutiedaquan.ru — я просматривал. Видно, что компания Baotou Xingqing Materials Co., Ltd с 2009 года в Баотоу специализируется на трубах и соединениях, предлагает и розницу, и опт. Для массовых проектов, где не требуется спецсталь, наверное, вариант. Но я всегда за то, чтобы запросить образец для проверки. Особенно на соответствие заявленному углу и толщине стенки в зоне гиба.
Что касается нашего внутреннего регламента, то для ответственных объектов мы перестали брать отводы и фланцы по отдельности. Заказываем готовые узлы, где отвод и фланец сварены у одного производителя под одним контролем качества. Это дороже, но избавляет от головной боли с разделением ответственности в случае инцидента. Если же говорить про односторонний фланцевый отвод как типовое решение для ремонтных врезок или обходных линий, то тут да, берём серийные изделия, но всегда с запасом по давлению минимум на 25%.
Монтажные тонкости, которые не в инструкции
Первое правило — никогда не приваривай отвод к линии, пока не ?приболтил? фланец к ответной части. Звучит банально, но сколько раз видел, как монтёры сначала вваривают отвод, а потом пытаются совместить отверстия с соседним фланцем, применяя домкраты и кувалды. Это гарантированная непосадка и будущая протечка. Правильная последовательность: наживить болты на свободный фланец, совместить, дать небольшой зазор под прокладку, только потом прихватывать отвод к магистрали, постоянно проверяя свободное вращение болтов.
Второе — тепловые расширения. Если линия горячая, то односторонний фланцевый отвод работает как своеобразный компенсатор, особенно если он установлен под углом. Но тут важно правильно рассчитать направление установки. Мы как-то на котельной поставили несколько отводов на 90 градусов для перехода с горизонта на вертикаль, но не учли, что основное расширение трубы будет вдоль оси. В итоге при прогреве создалась избыточная нагрузка на сварной шов со стороны фланца. Хорошо, заметили по напряжению в болтах вовремя, успели переделать, установив отводы в другой плоскости.
И третье — защита фланцевого соединения до ввода в эксплуатацию. Часто на стройке отвод лежит на объекте неделями, резьба болтов ржавеет, уплотнительная поверхность покрывается грязью. Потом её пытаются оттереть ветошью, царапая. Мы завели правило: все фланцы на привезённых отводах должны быть закрыты заглушками из картона или пластика, а болты — обработаны консервирующей смазкой. Мелочь, но экономит кучу времени и нервов при пусконаладке.
Когда он действительно незаменим
Есть ситуации, где без одностороннего фланцевого отвода просто не обойтись. Классический пример — врезка в существующую магистраль под давлением, с использованием седелки. Со стороны седелки ставится фланцевая заглушка, а к ней уже монтируется отвод с фланцем. После врезки заглушка меняется на рабочую арматуру. Пробовали делать такие узлы на заказ из двух частей — всегда больше проблем с герметичностью. Готовый отвод от одного производителя даёт куда лучший результат.
Другая частая область — насосные станции, где нужно обеспечить быстрый демонтаж насоса или фильтра для ремонта. Установка отвода с фланцем на стороне оборудования позволяет отсоединить его, не разрезая трубопровод. Но тут важно помнить про вес. Иногда, особенно с чугунными отводами большого диаметра, фланец — это слабое место. Если к нему подвешен тяжелый клапан, со временем может возникнуть изгибающий момент. Мы в таких случаях ставим дополнительную опору под фланец или используем отводы с усиленной шейкой.
И, конечно, ремонт. Сколько раз бывало: на старом трубопроводе коррозия ?съела? колено. Вырезать его, приварить новый кусок трубы — долго, нужна остановка. А если есть запас по пространству, то проще вырезать повреждённый участок и поставить два односторонних фланцевых отвода с куском прямой вставки. Собирается всё на болтах, время ремонта сокращается в разы. Проверено на сетях теплоснабжения, где простой — это огромные штрафы.
Вместо заключения: о чём стоит думать перед заказом
Итак, если резюмировать мой опыт, то главное при работе с односторонним фланцевым отводом — это не воспринимать его как стандартную деталь из каталога. Это именно узел, который требует осмысления в конкретной системе. Всегда задавай себе вопросы: какое реальное, а не паспортное давление будет в линии? Есть ли вибрации от оборудования? Как будет меняться температура в течение года? Ответы на них определят и материал, и нужный запас прочности, и даже способ монтажа.
Что касается поставщиков, вроде упомянутой компании из Баотоу, то их предложение имеет смысл для типовых проектов с неагрессивными средами. Но даже в этом случае не ленись запросить реальные фото продукции, а лучше — образец для замеров. Наш мир держится на мелочах: на точности обработки фаски под сварку, на качестве литья фланца, на чёткости маркировки. Именно по этим мелочам и видно, сделано изделие для работы или просто для галочки в спецификации.
В общем, отвод он и в Африке отвод, но когда дело доходит до монтажа и, главное, до безаварийной эксплуатации, детали решают всё. И опыт, который часто приходит через ошибки и срочные переделки ночью, учит тому, что лучше переплатить за качественный узел или время на проверку, чем потом разгребать последствия. Так что выбирай с умом, считай не только цену за штуку, но и возможные риски. На этом, пожалуй, всё.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Тройник с хомутом (тройник с седлом)
Тройник с хомутом (тройник с седлом) -
 Тройник с полной пластиной
Тройник с полной пластиной -
 Колено с соединением вставкой
Колено с соединением вставкой -
 Тройник с тремя тарелками
Тройник с тремя тарелками -
 Ливнеприемник типа 87
Ливнеприемник типа 87 -
 Короткая труба с соединением тарелкой
Короткая труба с соединением тарелкой -
 Индивидуальный заказ люков из серого чугуна с шариками
Индивидуальный заказ люков из серого чугуна с шариками -
 Короткая трубка катушки-вставки
Короткая трубка катушки-вставки -
 Фланец
Фланец -
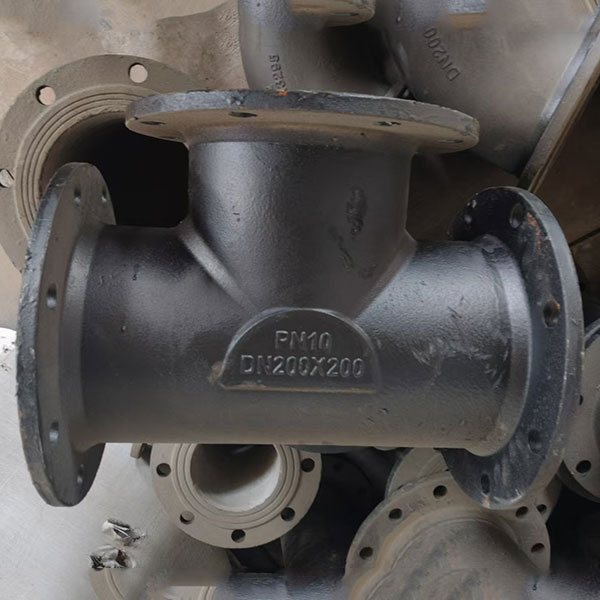
 Четырехсторонний фитинг типа TY
Четырехсторонний фитинг типа TY -
 Прямой крестовина
Прямой крестовина -
 Сетка защиты от падений для люка
Сетка защиты от падений для люка
Связанный поиск
Связанный поиск- Купить косой тройник использование
- Купить канализационный тройник косой 110
- Основные покупатели крестовин Y
- Оптовая продажа четырехдисковых тройников
- Тип заглушки трубы OEM
- Тяжелые круглые чугунные люки вчшг на заказ
- фланец 33259
- Оптовая продажа 1m8 водосточная труба
- Отличный наклонный тройник 110x110
- Ведущий седловой тройник



