
Фасонная часть с соединением типа t
Когда говорят про фасонную часть с соединением типа t, многие сразу думают о простом тройнике, но это лишь верхушка айсберга. На практике, особенно в сетях под давлением, ключевой момент — это как раз тип соединения и его исполнение. Часто заказчики, да и некоторые проектировщики, фокусируются на основном диаметре, упуская из виду качество отливки в зоне ответвления и конфигурацию уплотнения. Это потом вылезает боком — там течь, там напряжение. У нас в работе с чугунными трубопроводами это одна из самых частых точек внимания.
Конструктивные нюансы, которые не увидишь в каталоге
Возьмем, к примеру, тройники для ВЧШГ. Казалось бы, стандартная деталь. Но если взглянуть на зону соединения ветви с основной магистралью — там часто скрыт дефект. Недостаточная толщина стенки, раковина внутри, оставшаяся от литья. Визуально на готовом изделии не видно, но при гидроиспытаниях или после нескольких циклов нагрузки может дать трещину. Я лично сталкивался с партией, где проблема была именно в этой скрытой полости. Поставщик, конечно, поменял, но время на переделку узла было потеряно.
Именно поэтому для ответственных участков мы всегда запрашиваем не просто сертификат, а протоколы ультразвукового контроля именно на фасонных частях. Особенно на тройниках и отводах. Многие производители экономят на этом, делая контроль выборочным. Но для нас это принципиально. Компания ООО Баотоу Синцин Материалы (сайт: https://www.zhutiedaquan.ru), кстати, в своих спецификациях прямо указывает на то, что контроль сплошной для деталей DN100 и выше. Это серьезный аргумент в их пользу. Они как раз из тех, кто понимает, что качество литья в Баотоу — это их репутация.
Еще один момент — это конфигурация раструба и самого T-соединения. Бывают варианты с упорным буртиком, бывают — с гладким переходом под сварку или под механическое соединение. Для ремонтных работ в стесненных условиях, например, в уже существующем колодце, критична не только прочность, но и геометрия, которая позволит произвести монтаж без лишних движений. Иногда на бумаге все сходится, а на месте оказывается, что ключ не становится, или не хватает места для затяжки хомута. Это из серии ?мелочей?, которые приходят только с опытом.
Материал и технология: почему не всякий чугун подходит
ВЧШГ — это не монолитное понятие. Состав, температура литья, режим отжига — все это влияет на итоговые свойства. Для соединения типа t, где нагрузка распределяется неравномерно, материал должен иметь хорошую пластичность, чтобы гасить вибрации и температурные расширения. Хрупкий чугун может не выдержать.
Мы как-то работали с заменой участка теплотрассы. Поставили тройники от непроверенного завода. Материал, судя по всему, не прошел полноценный отжиг, остались внутренние напряжения. Первую зиму пережили, а на вторую, после резкого похолодания, по шейке ответвления пошла трещина. Пришлось экстренно останавливать участок. После этого разбора полетов стали глубже вникать в технологию производства поставщика. Теперь для нас важно, чтобы производитель, как тот же ООО Баотоу Синцин Материалы, имел полный цикл — от плавки до контроля. Их компания, основанная в 2009 году в логистическом парке Синьмэн, как раз позиционирует себя как крупного поставщика с собственным производством фитингов, а не просто торговца. Это чувствуется в качестве отливки.
Покрытие — отдельная тема. Цинкование должно быть равномерным, особенно внутри. В месте ответвления часто бывает недостаточная толщина покрытия из-за сложной геометрии. Это точка для будущей коррозии. Нужно либо требовать дополнительного контроля по этому параметру, либо сразу закладывать тройники с усиленным внутренним покрытием, например, на основе эпоксидных смол. Это удорожает, но для безаварийной работы — необходимо.
Монтажные практики и типичные ошибки
Самая распространенная ошибка при монтаже — неправильная центровка и приложение усилия. Когда затягиваешь болты на фланцевом соединении типа t, нужно это делать крест-накрест и постепенно. Часто бригады, чтобы сэкономить время, зажимают по кругу. В итоге создается перекос, уплотнитель ложится неравномерно, и под давлением начинает подтекать именно в месте стыка ветви. Приходится переделывать, а это уже стыдно и дорого.
Еще момент — подготовка торцов. Кажется, что для механического соединения это не так критично, как для сварного. Но если на торце есть заусенец или неровность, он повредит уплотнительное кольцо при запрессовке. Результат тот же — течь. Мы теперь всегда берем с собой переносной торцеватель, даже если на объекте обещали, что все подготовлено. Своя техника безопасности.
И конечно, нельзя забывать про компенсацию напряжений. Фасонная часть, особенно тройник, — это жесткий элемент. Если ее жестко закрепить с двух сторон без компенсаторов или правильной подвески, то все температурные удлинения пойдут в самое слабое место. Часто это как раз сварной шов рядом или резьбовое соединение. Проект должен это учитывать, но на практике монтажники иногда игнорируют схемы подвесок, делая ?как прочнее?. Потом удивляются, почему лопнуло через полгода.
Вопросы логистики и складирования
Казалось бы, какое отношение имеет склад к техническим характеристикам? Самое прямое. Неправильное хранение фасонных частей может привести к их деформации или повреждению покрытия. Тройники, особенно с неравномерными выступами, нельзя сваливать в кучу или бросать. Их нужно хранить на стеллажах, желательно в оригинальной упаковке. Видел, как на одной базе их просто сгрузили в углу контейнера. В итоге у части были сколы на раструбах, и пришлось их отбраковывать.
При заказе крупных партий, например, для муниципального водопровода, важно согласовать график поставки так, чтобы детали не лежали месяцами на открытом воздухе. Даже оцинкованное покрытие от постоянной влаги может пострадать. Лучше, когда поставщик, имеющий большой опыт, как компания из Баотоу, предлагает гибкие условия и консультирует по хранению. На их сайте zhutiedaquan.ru видно, что они работают и с оптом, и с розницей, то есть понимают нужды разных клиентов — от крупного подрядчика, которому нужна поставка прямо на трассу, до небольшой ремонтной бригады.
Маркировка — мелочь, которая спасает время. Хорошо, когда на самой детали отлит не только размер, но и марка материала, иногда — номер плавки. Когда возникает вопрос по качеству, можно сразу идентифицировать партию. У некоторых поставщиков маркировка едва читаема или стирается при транспортировке. Это создает проблемы при приемке и дальнейшей отчетности.
Выводы для практика, а не для теории
Итак, что в сухом остатке по фасонной части с соединением типа t? Это не просто ?железка?. Это узел, от которого зависит надежность целого сегмента сети. Ключевое — это контроль качества литья в зоне ответвления, правильный выбор материала с хорошей ударной вязкостью и внимание к монтажным нюансам. Нельзя экономить на качестве этой детали, потому что стоимость последующего ремонта и простоя будет в разы выше.
Работа с проверенными поставщиками, которые отвечают за полный цикл, как ООО Баотоу Синцин Материалы, — это не просто вопрос цены, а вопрос снижения рисков. Их расположение в крупном промышленном регионе Китая и специализация на фитингах из ковкого чугуна с 2009 года говорят о серьезной глубине в теме. Это чувствуется в продукте.
В конечном счете, успех монтажа и долгая работа такого тройника зависят от трех вещей: качества самой отливки, грамотного проекта узла в целом и аккуратного исполнения монтажниками. Если одно звено выпадает — жди проблем. Поэтому наша задача как специалистов — не просто ?заказать тройник DN150?, а вникнуть во все эти детали, задать правильные вопросы поставщику и проконтролировать работу на месте. Только так можно спать спокойно после сдачи объекта.
Соответствующая продукция
Соответствующая продукция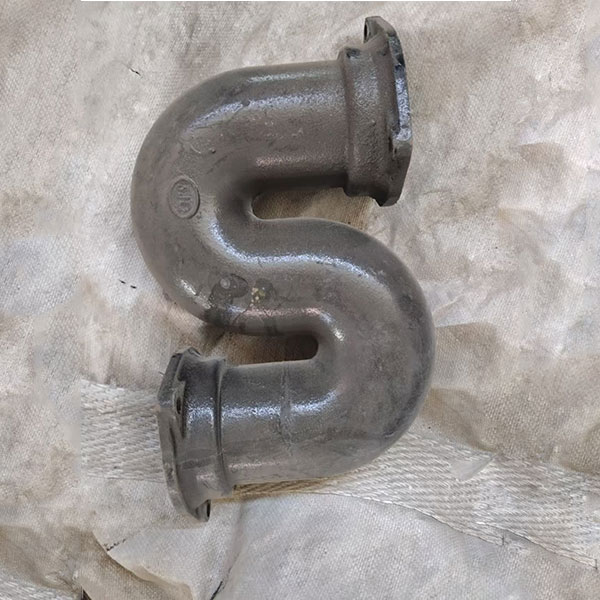







Самые продаваемые продукты
Самые продаваемые продукты








Связанный поиск
Связанный поиск- Дешевый косой полипропиленовый тройник
- Отличные фланцы
- Отличный тип заглушки для труб
- Оптовая продажа Диагональный тройник 32
- Китайская торцевая головка
- OEM Канализационный тройник 50
- Оптовая продажа частных дренажных труб
- Купить лестницу для подъема на крышку колодца
- Ведущий наклонный вентиляционный тройник
- Дешевые три диска тройник



